CITIMETAL, founded in 1985, have been a quality supplier of investment castings, for more than 30 years. Our products include valves, machinery parts, automotive parts, parts for pneumatic tools, parts for medical equipment, parts for military equipment, parts for textile machines, food machinery parts, among others. Our experience sums up to over 5,000 developed castings, and more than 13,000 tons of parts delivered to different industries in different countries.
We have not only earned “qualified supplier certifications” from several customers, but we have also been recognized by the public sector of countries such as Taiwan, Japan and USA as a quality parts supplier. At all times we have been socially responsible with our employees, suppliers and the community in general. We believe that continuous improvement is the key to provide our customers and the final users with products of outstanding quality. We understand the needs of the market and we cater to it, always in a socially responsible way.
Working with CITIMETAL as your precision casting partner have several advantages
Standardized processes assure
top quality
ISO9001:2015
PED 2014/68/EU
ISO/IEC17025 (Material Testing Laboratory)
We are able to provide industry certified products
Automotive: IATF-16949
Maritime: BV, DNV-GL, LR
We can produce and certify any steel alloy, including duplex, nickel alloys and other special steels, thanks to our in-house material testing laboratory.
ERP and Shop floor tracking systems, allow our customers to monitor their order status 24/7 though our secure web platform, through unique secure user and password.
Our experience and technical capacity allow us to produce complex designs and parts with very demanding quality standards with complete mastery.
We are the largest precision investment casting OEM in Taiwan, with a monthly production capacity of 150 tons of castings.
Wax injection is the process in which wax is used to make a model of the part that will be casted, by injecting wax into the cavities of mold which has been designed for such purpose.
Wax pattern inspection
Visual inspection of the wax pattern, to assure that it conform to specifications.
Wax tree assembly
The wax tree (wax pattern, wax runner, gate) is assembled, using ferrochrome as adhesive agent.
Dipping and coating
The wax tree is then dipped in a ceramic solution and then covered in casting sand, to form the sand shells that will later be used to pour the molten metal. Each sand shell has a defined number of layers, depending on the part that will produced. Each layer is applied only after the previous layer has dried.
Quick drying system
Our company have created its own quick drying system, which increases the strength of the sand shells at the same time that accelerates the drying time of the shells.
Dewaxing
After the sand shells are dry, the coated wax trees are placed in the dewaxing oven, where the wax melts, leaving only empty sand molds.
Sintering
The sand shells are then placed in the sintering oven, where they are preheated to a temperature of 1,100°C, in order to increase their specific strength, and avoid cracking due to thermal shock, when the metal is poured in.
Casting
In order to allow for a correct combination of the elements present in the steel alloy, the metal is molten at a temperature of 1,500-1,750。C. It is then poured in the sand shells, filling its cavities. The metal is left to cool down inside the sand shells.
Spectrographic analysis
At 80% and 100% of the melting temperature, the chemical composition of the steel alloy will be verified.
Deshelling
After the metal has cooled down, the sand shells are removed.
As-cast inspection
Visual inspection of the castings in done by trained personnel.
Machining
If required, the part is machined according to customer’s specifications.
Delivery
The final product is ready for delivery only after all quality tests have been passed.
Sandblasting
A Y-letter crane type shot blasting machine is used to remove sand shell portions that could not be removed by regular deshelling.
Heat treatment
If required, parts go through heat treatment process.
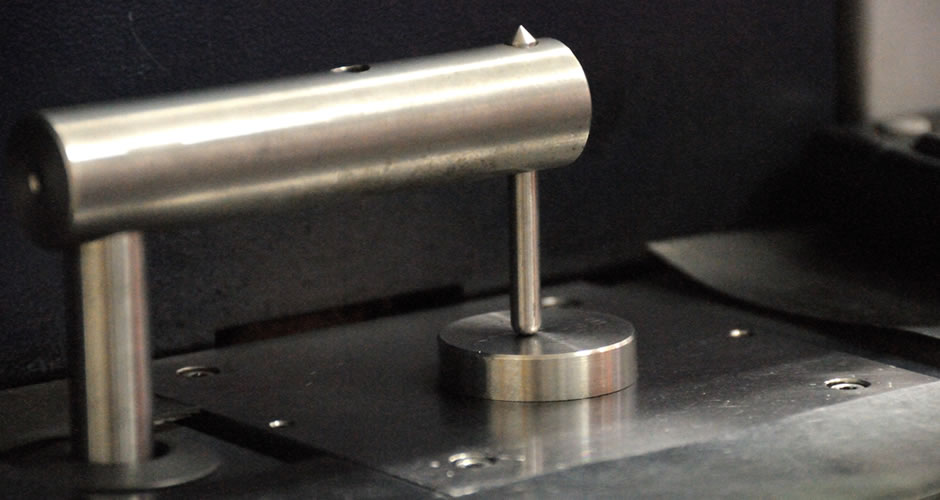
Dimensional inspection
Dimensional inspection is done on the finished parts, following procedures and standards specific to each particular part, and according to what is required by our customer.
Cutting
After have sand shells have completely been removed, the castings are separated from the sprue, which is then recycled.
Surface treatment
All of our castings are sandblasted and passivated, in order to give them a smooth surface finish and protect them from corrosion. If further surface treatment are necessary, as requested by our customer, we have a robust surface treatment supplier network, which allow us to outsource special processes, such as platting, eletro-polishing, and others.












.jpg)